At MKS Industrial Solutions, we specialize in providing turnkey EPC-based water treatment solutions to industries worldwide. As a trusted industrial RO plant manufacturer, we deliver high-performance Reverse Osmosis (RO) systems tailored to meet the needs of diverse sectors. With expertise in dryers, evaporators, and other water treatment plants, we ensure operational efficiency and sustainability for our clients.
This article provides an in-depth guide to industrial RO plants, their working principles, components, and benefits, alongside insights into the systems we offer.
 What is an Industrial RO Plant?
What is an Industrial RO Plant?

An Industrial RO Plant is a water treatment system that uses Reverse Osmosis (RO) technology to purify raw water by separating contaminants like dissolved solids, organic impurities, nitrates, and heavy metals. These systems are essential for industries requiring high-quality water for production, boiler feed, cooling towers, and other processes.
Importance of RO Technology
- Meets stringent water quality requirements for critical industrial applications.
- Protects equipment from scaling, corrosion, and fouling, extending their lifespan.
- Promotes sustainability by enabling water recycling and reducing wastewater generation.
How Industrial RO Plants Work
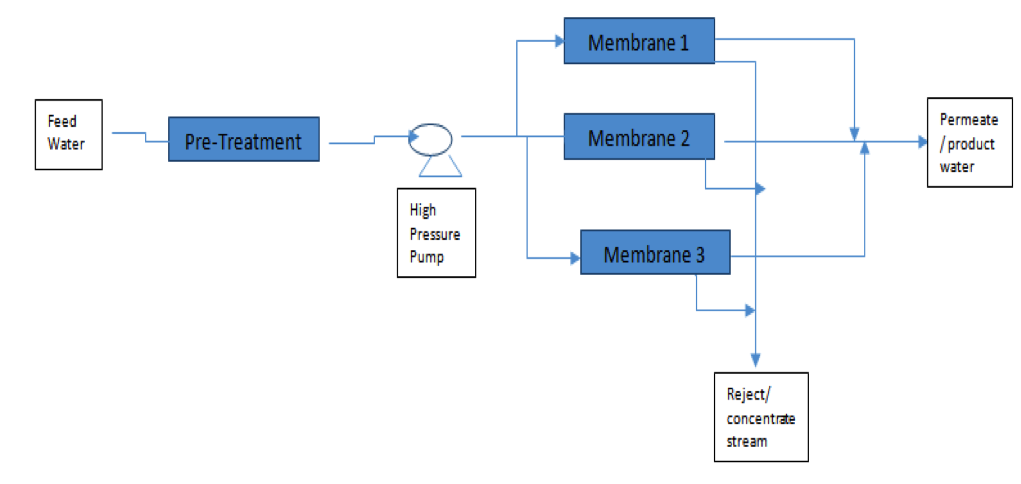
Reverse Osmosis technology operates through a multi-step process that ensures maximum impurity removal and water recovery:
- Pre-Treatment:
Raw water passes through Pressure Sand Filters (PSF) and Activated Carbon Filters (ACF) to remove turbidity, suspended solids, chlorine, and organic matter. - High-Pressure Pumping:
A high-pressure pump pushes the pre-treated water through a semi-permeable RO membrane, overcoming the natural osmotic pressure. - Membrane Filtration:
The RO membrane separates impurities like dissolved salts, heavy metals, and bacteria, producing two streams:- Permeate (Pure Water): Suitable for industrial use.
- Reject Water (Concentrated Solution): Managed for disposal or reuse.
- Post-Treatment (Optional):
Steps like UV sterilization or ion exchange can be added for specialized applications. - Reject Water Management:
Reject water, rich in concentrated impurities, is either safely disposed of or treated for secondary use. For industries requiring complete wastewater recycling, our advanced Zero Liquid Discharge (ZLD) systems provide a sustainable solution.
 Benefits of Using RO Water
Benefits of Using RO Water
1. Drinking Water
RO systems remove harmful contaminants like arsenic, nitrates, lead, and fluoride, making water safe for human consumption.
2. Boiler Feed Water
- Scaling Control: Prevents scale buildup in boilers, enhancing heat transfer efficiency.
- Corrosion Prevention: Protects boiler tubes and distribution lines from corrosion.
- Fuel Savings: Reduces energy consumption by optimizing steam production.
3. Cooling Towers
- Prevents scaling and fouling, reducing maintenance costs.
- Extends the lifespan of cooling systems by ensuring clean water circulation.
4. Process Applications
- Hygiene Maintenance: Ensures water cleanliness in direct injection systems.
- Equipment Longevity: Controls scaling and corrosion, protecting heat exchangers and critical equipment.
Pre-Treatment for Industrial RO Plants
Effective pre-treatment is critical for the optimal performance of an RO system. It protects the RO membrane from fouling and scaling, ensuring long-term reliability.
1. Sand Filter
A Sand Filter is a multi-layered filtration system composed of coarse and fine sand, pebbles, and gravel. It is designed to trap suspended solids, dirt, and turbidity from raw water.
- Efficiency: Reduces Total Suspended Solids (TSS) to <5 ppm.
- Applications: Protects downstream equipment like ion-exchange resins and RO membranes.
2. Activated Carbon Filter (ACF)
The Activated Carbon Filter removes chlorine, organic contaminants, and taste- or odor-causing chemicals, ensuring water safety and quality.
- Functionality: Adsorbs impurities like pesticides, volatile organic compounds, and chlorine.
- Applications: Improves taste and odor, making water suitable for sensitive processes like food & beverage production.
3. Micro Cartridge Filter
A Micro Cartridge Filter provides fine filtration by removing particles that pass through sand and carbon filters.
- Types: Includes ultrafiltration units, green sand cartridge filters, and multimedia filters.
- Longevity of Equipment: Extends the lifespan of RO membranes by reducing fouling and ensuring consistent performance.
Key Components of an Industrial RO Plant
1. High-Pressure Pump
The High-Pressure Pump provides the necessary pressure to push water through the RO membrane, overcoming osmotic pressure.
- Pressure Delivery: Maintains consistent high pressure for efficient filtration.
- Corrosion Resistance: Built with durable materials like stainless steel.
- Energy Efficiency: Reduces energy consumption without compromising performance.
2. RO Membrane
The RO membrane is the core of the system, designed to separate dissolved impurities from water.
- Technology: Thin-film composite membranes ensure high rejection rates.
- Applications: Produces ultrapure water for pharmaceuticals, power plants, and food production.
3. Reject Water Management
Reject water is either safely disposed of or treated for secondary applications, minimizing water wastage and ensuring eco-friendly operations.
Applications of Industrial RO Plants
Our RO systems serve a wide range of industries:
- Pharmaceuticals: Produces ultrapure water for drug formulation and cleaning.
- Food & Beverage: Ensures contaminant-free water for beverages, dairy, and processed foods.
- Chemical Manufacturing: Provides precise water quality for chemical reactions.
- Power Generation: Supplies boiler feed water to prevent scaling and corrosion.
- Textile & Dyeing: Improves dye consistency and fabric quality by reducing impurities.
For comprehensive wastewater treatment, explore our Effluent Treatment Plants (ETP) designed to meet stringent environmental standards.
MKS Industrial Solutions: Products We Offer
1. Compact Industrial RO Plant (500 LPH)
Designed for small-scale operations like clinics and hospitals.
| Specification | Details |
| Capacity | 500 Liters Per Hour |
| Material | Stainless Steel (SS304) |
| Applications | Healthcare Facilities, Small Offices |
 2. Medium-Capacity Industrial RO Plant (1,000 LPH)
2. Medium-Capacity Industrial RO Plant (1,000 LPH)
Perfect for mid-sized factories and food processing units.
| Specification | Details |
| Capacity | 1,000 Liters Per Hour |
| Material | FRP or SS316 |
| Automation | Fully Automated |
 3. High-Capacity Industrial RO Plant (5,000–10,000 LPH)
3. High-Capacity Industrial RO Plant (5,000–10,000 LPH)
Ideal for large-scale industries like power plants and textiles.
| Specification | Details |
| Capacity | 5,000–10,000 Liters Per Hour |
| Material | Stainless Steel (SS316) |
| Features | Energy Efficient, High Recovery |
Why Choose MKS Industrial Solutions?
- EPC Expertise: Comprehensive solutions from design to implementation.
- Customization: Tailored RO systems for specific applications.
- Durability: High-quality materials ensure longevity and reliability.
- Comprehensive Support: Includes operation manuals, spare parts, and maintenance services.
As a trusted water treatment solutions provider, we also offer Sewage Treatment Plants (STPs) to manage and recycle wastewater efficiently, ensuring environmental compliance.
At MKS Industrial Solutions, we combine innovation and reliability to deliver world-class industrial RO plants. Contact us today to learn how our solutions can meet your industrial water treatment needs.